热门搜索:
欢迎您来到佛山市汇诚盛机械设备有限公司官网
手机号码
文经理:186-8821-8156
微信号:wenxinai1688
总部服务热线
0757-8258 0269
文经理:186-8821-8156
微信号:wenxinai1688
0757-8258 0269

热门搜索:
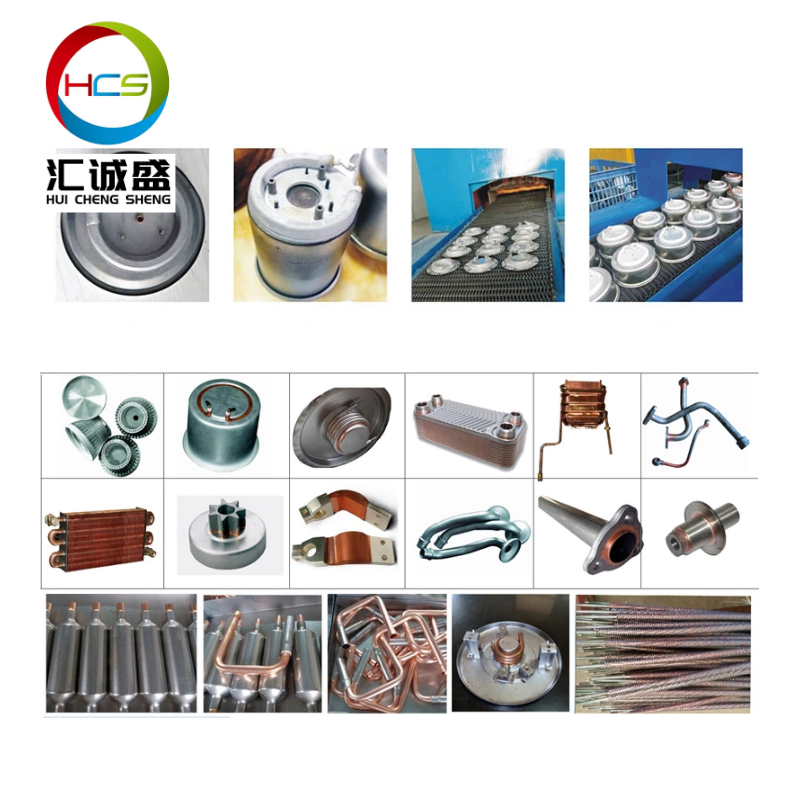
钎焊生产过程包括焊前表面准备、装配、安置钎料、钎焊及钎后处理等工序。
1、工件表面准备
(1)清除油污,(常用的是有机溶剂)。
(2)清除氧化物,(可用机械方法、化学浸蚀和电化学浸蚀方法)。
(3)母材表面镀覆金属,(常用的有电镀、化学镀、熔化钎料热浸、轧制包覆等)。
2、零件的装配和固定 经过表面准备处理的零件在实施钎焊前必须先按图纸进行装配,可以用来固定零件的方法很多。对于尺寸小,结构简单的零件,可采用较简易的固定方法,诸如依靠自重、紧配合、滚花、翻边、扩口、旋压、模锻、收口、咬边、开槽和弯边、夹紧、定位销、螺钉、铆接、点焊等。对于结构复杂,生产量较大的焊件,主要装配固定方法是使用夹具。
3、钎料的放置 在各种钎焊方法中,除火焰钎焊和烙铁钎焊外,大多数是将钎料预先安置在接头上的。
放置钎料应遵循下述原则:
(1)尽可能利用钎料的重力作用和钎料间隙的毛细作用来促进钎料填缝。
(2)保证钎料填缝时间隙内钎剂和气体有排出道路。
(3)钎料要安放在不易润湿或加热中温度较低零件上。
(4)安放要牢靠,不致在钎焊过程中因意外干扰而错动位置。
(5)应使钎料的填缝的路程最短。
(6)防止对母材产生明显的熔蚀或钎料局部堆积。
")
4、涂阻流剂 为了获得填缝密实、表面洁净的接头,希望钎料熔化后全部充填间隙而不要向间隙外、零件表面流失;主要方法是使用阻流剂。阻流剂主要是由氧化物,如氧化铝、氧化钛或氧化镁等稳定的氧化物与适当的粘结剂组成,将糊状阻流剂在钎焊前涂在接头邻近的零件表面上,由于钎料不能润湿这些物质,故被阻止流动。
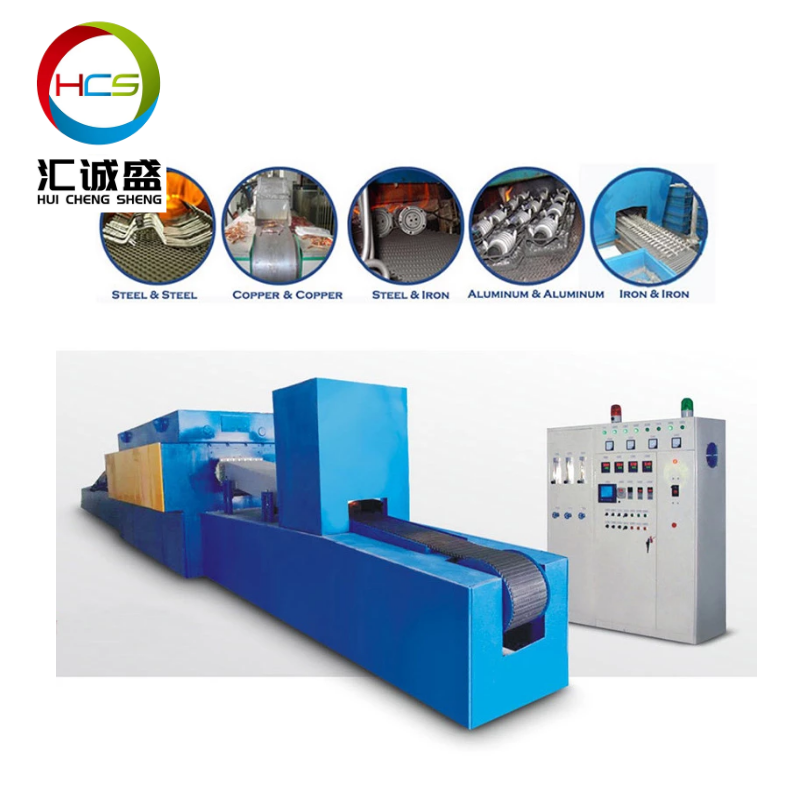
5、钎焊工艺参数 钎焊过程的主要工艺参数有钎焊温度和保温时间。钎焊温度通常选高于钎料液相线温度25~60℃,对某些结晶温度间隔宽的钎料,钎焊温度可以高于液相线温度100℃以上。保温时间视工件大小,钎料与母材相互作用的剧烈程度而定。
6、钎焊后的清洗 钎剂残渣大多数对钎焊接头起腐蚀作用,也妨碍钎缝的检查,需清除干净。有机类软钎剂的残渣可用汽油、酒精、丙酮等有机溶剂擦拭或清洗;氧化锌和氯化铵等的残渣腐蚀性很强,应在10%NaOH的溶液中清洗,然后用热水或冷水洗净,硼砂和硼酸钎剂的残渣一般用机械方法或在沸水中长时间浸煮来解决。
7、钎焊质量的检验 钎焊接头的检验方法可分为无损检验和破坏检验等。下面主要是无损检验的方法:
(1)外观检查。
(2)着色检验和荧光检验。这两种方法主要用来检查因外观检查发现不了的微小裂纹、气孔、疏松等缺陷。
(3)射线探伤。用来判定接头内部的气孔、夹渣、未钎透等缺陷。
(4)超声检验。超声检验所能发现的缺陷与射线检验相同。
(5)密封性检验。分3种,即水压检验适用于高压,气压检验适用于低压,煤油检验适用不受压容器。
8、钎焊接头缺陷 钎焊接头常见的缺陷有:填隙不良、部分间隙未填满、气孔、夹渣、开裂(包括母材开裂)、钎料流失和溶蚀。
 186-8821-8156
186-8821-8156